

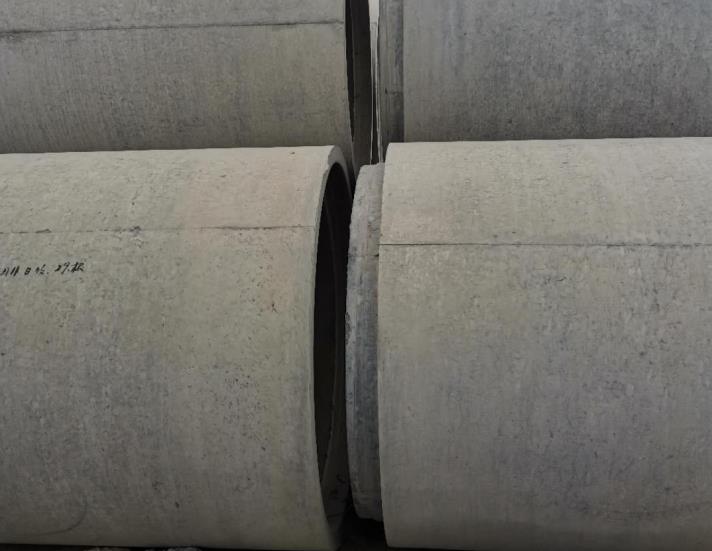
钢筋混凝土承插口排水管生产工艺采用芯模振动,此工艺采用半干硬性混凝土,立式布料内模振动并径向挤压成型,成型时通过对内模振动力和振幅的调整,以好的振动力密实混凝土,从而得到C50高强度的管体混凝土,使管道的抗荷载能力和抗渗性能较离心和悬辊工艺有明显增强。同时此工艺的砼管钢筋网保护层均匀,不会出现离心、悬辊工艺钢筋网位移、...
查看详情陕北规模化
综合型水泥制品企业
- 天成首页
- 钢筋混凝土排水管
- 预制混凝土方涵
- 混凝土预制件
-
产品中心
-
钢筋混凝土排水管
-
-
预制混凝土方涵
-
-
混凝土预制件
-

-

-

-
 电杆配用底、拉、卡盘
电杆配用底、拉、卡盘工业、民生用混凝土预制件,可生产适用于电力线路架设用的各种底盘、拉盘、卡盘、立柱等;适用于公路及市政工程使用的路沿石、路面砖、护坡砖、隔离墩、界桩等;适用于工业与民用建筑用的牛腿、过梁、檐口板等各种混凝土预制件。
查看详情 -

-
-
环形钢筋、预应力混凝土电杆
-

-

-
 环形钢筋、预应力混凝土电杆
环形钢筋、预应力混凝土电杆公司生产的环形钢筋、预应力混凝土电杆,有锥形和等径两种,其外观质量、尺寸偏差及力学性能均符合GB4623—2014《环形混凝土电杆》要求,多次经省、市级质检部门检验为**产品,普遍适用于电力通讯、信号架空线路、市政工程照明支柱等,优点是抗裂性好、强度高,质量标准。其检测标准及测试手段均依据GB4623—2014《环形混...
查看详情
-
-
内衬PVC片材钢筋混凝土管
-
 内衬PVC片材钢筋混凝土管
内衬PVC片材钢筋混凝土管以钢筋混凝土管为基体,成型过程中在管内壁嵌入PVC(改性聚氯乙烯)片材衬里的管子,适用于雨水、污水、引水及农田排灌等重力流管道。尤其适用于输送腐蚀性介质。适用于开槽施工、顶进施工及其他施工方法。
查看详情
-
-
钢筋混凝土排水管
- 客户案例
- 走进天成
- 新闻资讯
- 联系方式





 当前位置:
当前位置:

 热门推荐
热门推荐





